From recycled fibre trays to global horticultural innovation

Some businesses grow steadily. Others evolve because they are constantly looking ahead, asking better questions, solving problems, and refusing to stand still.
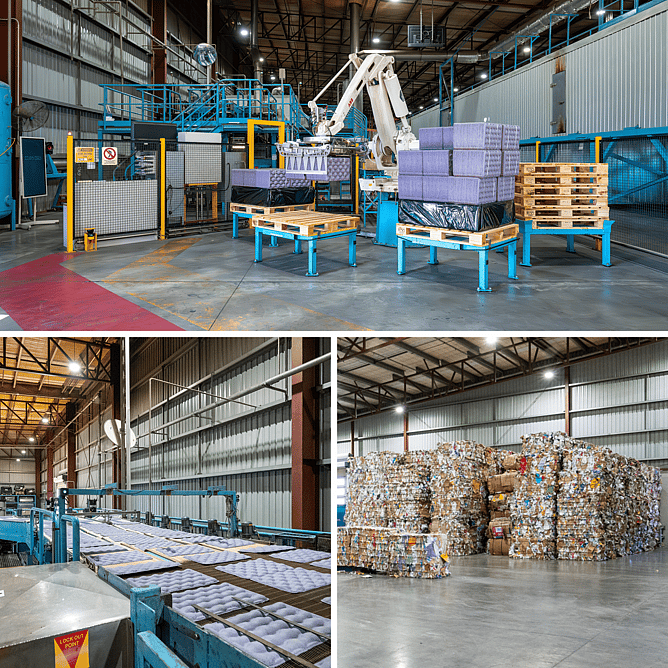
That spirit of innovation sits at the heart of Hawk - a proudly Hawke’s Bay family business that has grown from manufacturing moulded fibre trays into an interconnected group of companies spanning packaging, robotics, automation, engineering, software, across a range of post-harvest technology equipment
Today, the Hawk team is designing and delivering world-class solutions for horticulture businesses across New Zealand, Australia, and increasingly, the United States.
And, despite the scale of the vision, the business remains deeply grounded in the values it was built on - loyalty, innovation, world class service & products and a genuine understanding of the industry it serves.

Hawke’s Bay roots and a strong foundation
Hawk’s story began in 2009, when Managing Director Tim Combs purchased Hawk Packaging, formerly Ludowici Packaging, a moulded fibre tray manufacturer established in 1993.
The business was a natural fit.
Tim began his business journey in the recycling industry through his family business, AllBrite Industries, founded by his father Mike Combs. At the time, AllBrite was one of the only New Zealand businesses involved in every stage of the recycling process - collection, processing, and marketing.
That experience shaped Hawk’s long-standing commitment to sustainability and practical problem solving from day one.
Using 100% reclaimed paper to produce moulded fibre trays for the horticultural sector, Hawk quickly established itself as a trusted partner within the industry. But building a world-class manufacturing business in regional New Zealand came with its challenges.
In 2012, a devastating fire destroyed the company’s Hastings manufacturing facility.
For many businesses, that could have been the end of the story. For Hawk, it became a turning point.
The team rebuilt from the ground up, establishing a new manufacturing site in Whakatu while maintaining customer supply through strategic overseas partnerships. At the same time, Tim travelled internationally studying world-leading manufacturing systems, determined to bring the best ideas and practices back home to Hawke’s Bay.
That resilience, adaptability, and willingness to think bigger still defines the business today.
Growing alongside the industry
One of the things that makes Hawk different is that its innovation has always come from working closely alongside the horticultural industry itself.
The team understands packhouses because they have spent years inside them. They understand the challenges of the industry because they have built relationships with customers and key horticultural partners over many years. They understand the operational pressures because they have lived them too.
As the horticultural sector evolved, so did the conversations Hawk was having with customers.
Labour shortages. Productivity challenges. Reliability. Throughput. Automation. Efficiency. Service.
The deeper the team got into those conversations, the clearer it became that the industry needed more than just packaging solutions.
And so, new ideas began to grow.
The evolution of Hawk Technology and Hawk Automation
What started as automation within Hawk’s own manufacturing processes soon evolved into something much larger.
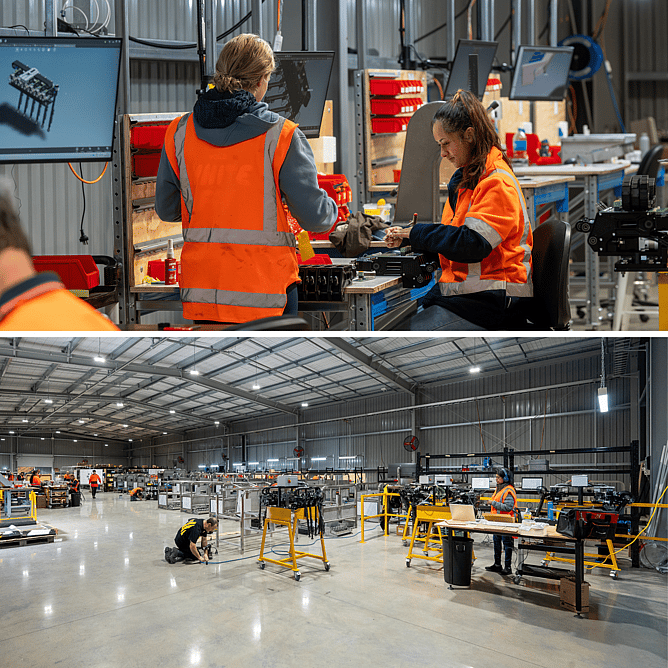
Hawk Technology was created to focus on robotic packing solutions and post-harvest automation for horticulture, while Hawk Automation was established to deliver specialised automation control systems, monitoring, servicing, and industrial process solutions across multiple industries.
Today, the three businesses work closely together while each retaining their own specialist focus.
Manufacturing sustainable moulded fibre packaging solutions for the horticultural industry.
Designing and building robotic packing systems and post-harvest automation technology.
Providing automation software, process control systems, monitoring, servicing, and industrial automation expertise.
Together, they create a uniquely connected ecosystem - combining practical horticultural knowledge with engineering, robotics, software, manufacturing, and service support.
It’s this integration that has become one of Hawk’s biggest strengths.
From local workshop to global opportunity
Not so long ago, robotic packing machines were being built in a shed and installed into local Hawke’s Bay packhouses.
Now, Hawk Technology is scaling rapidly, establishing production facilities designed to manufacture hundreds of robotic systems annually.
The business has invested heavily into research and development, electrical engineering, production assembly, servicing, compliance, and global certifications as demand continues to grow.
And the growth is no accident.
The Covid-19 pandemic accelerated the need for automation across food processing industries worldwide, while increasing labour shortages created significant pressure on packhouses to improve efficiency and reliability.
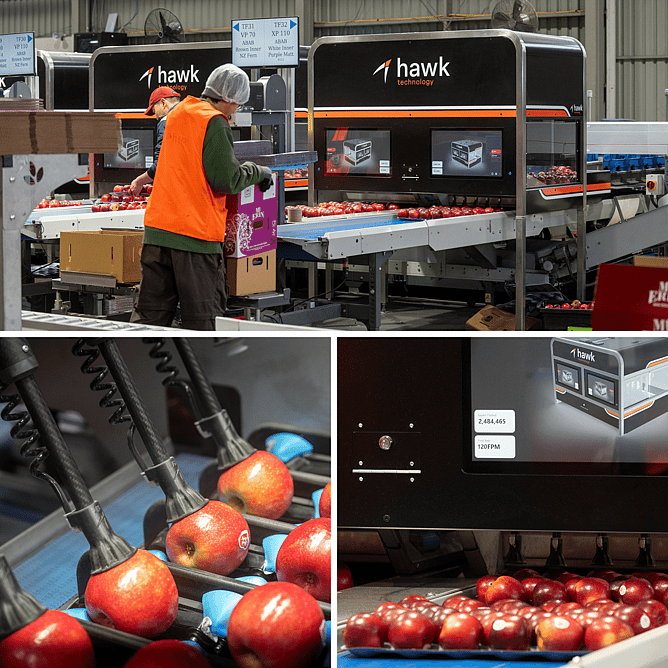
Hawk Technology’s robotic packing systems were developed to help solve those challenges - increasing throughput, consistency, speed, and packing accuracy while reducing reliance on labour-intensive processes.
What makes the technology particularly powerful is that it has been developed by people who already understand the realities of horticulture.
“We’re a tray manufacturer that built an engineering business around horticulture,” Kelly Fenwick, Hawk’s COO explains. “Most engineering companies trying to build these machines didn’t come from the industry itself.”
That practical understanding has helped Hawk create solutions designed around the real needs of packhouses, not just theoretical engineering concepts.
Service that sets them apart
While the machinery itself is impressive, Kelly believes its biggest point of difference is service.
The business has built a reputation for responding quickly, solving problems collaboratively, and building genuine long-term relationships with customers.
That same philosophy is now shaping the future of its technology platforms.
Hawk Automation is developing increasingly advanced remote monitoring systems that allow the team to view machine performance in real time, identify faults early, and proactively support customers before issues impact production.
The long-term goal is simple: create systems so intuitive and reliable that customers barely need to think about them.
“We want to know about a problem before the customer even notices it.”
That proactive approach, paired with a highly responsive service culture, has become a major differentiator both in New Zealand and overseas.
Big ambition without losing the culture
Despite its growth, Hawk has worked hard to protect the down-to-earth culture that helped build the business in the first place.
The environment remains highly collaborative, fast-moving, and people-focused. Ideas are encouraged, decisions happen quickly, and the structure is intentionally flat rather than heavily corporate.
There’s also a strong sense of loyalty across the business.
Many staff members stayed through the difficult years following the fire, while newer team members are attracted by the opportunity to work on cutting-edge technology from Hawke’s Bay while still enjoying the lifestyle and community the region offers.
The company actively invests in training, development, international opportunities, and creating career pathways for younger people entering the industry.
For some team members, that has meant travelling to the United States to support installations and expansion projects. For others, it means building exciting careers in engineering, robotics, and automation without needing to leave the region entirely.
That balance of global opportunity and local connection is something the business values deeply.
Looking ahead: The future for Hawk is ambitious
The business is actively expanding into Washington State in the United States, building partnerships and establishing support networks within one of America’s key horticultural regions. Long term, opportunities extend beyond apples into citrus, stonefruit, and broader global horticultural markets.
At the same time, the team continues thinking ahead about sustainability and future manufacturing challenges here in New Zealand.
As the country transitions away from gas dependency, Hawk is already exploring infrared technology and alternative energy solutions for its manufacturing plant - innovative work that could eventually create wider solutions for the industry itself.
The business is also carefully monitoring changes in recycling and fibre supply as paper consumption habits evolve and traditional paper sources decline.
Rather than waiting for problems to emerge, Hawk continues investing in research, innovation, systems, and people to ensure it stays ahead of what’s next.
And perhaps that’s what ties the entire story together.
What began as a Hawke’s Bay packaging business has evolved into something far bigger - a connected group of companies built on curiosity, resilience, practical industry knowledge, and a genuine passion for helping horticulture businesses thrive.
Built in Hawke’s Bay. Designed for the world.
Visit their websites here: